1. Introduction: The Fundamental Physics Defining the Driving Experience
In the transition towards the electric vehicle, weight has become the primary adversary. But while headlines focus on battery kilograms, the true battleground for vehicular dynamics and passenger comfort is being fought on a much more critical front: unsprung mass.
1.1. Defining the Concepts
To address the engineering challenges in the Electric Vehicle (EV) era, it is crucial to distinguish between two fundamental concepts: sprung mass and unsprung mass.
Unsprung Mass: The Critical Factor in Dynamics
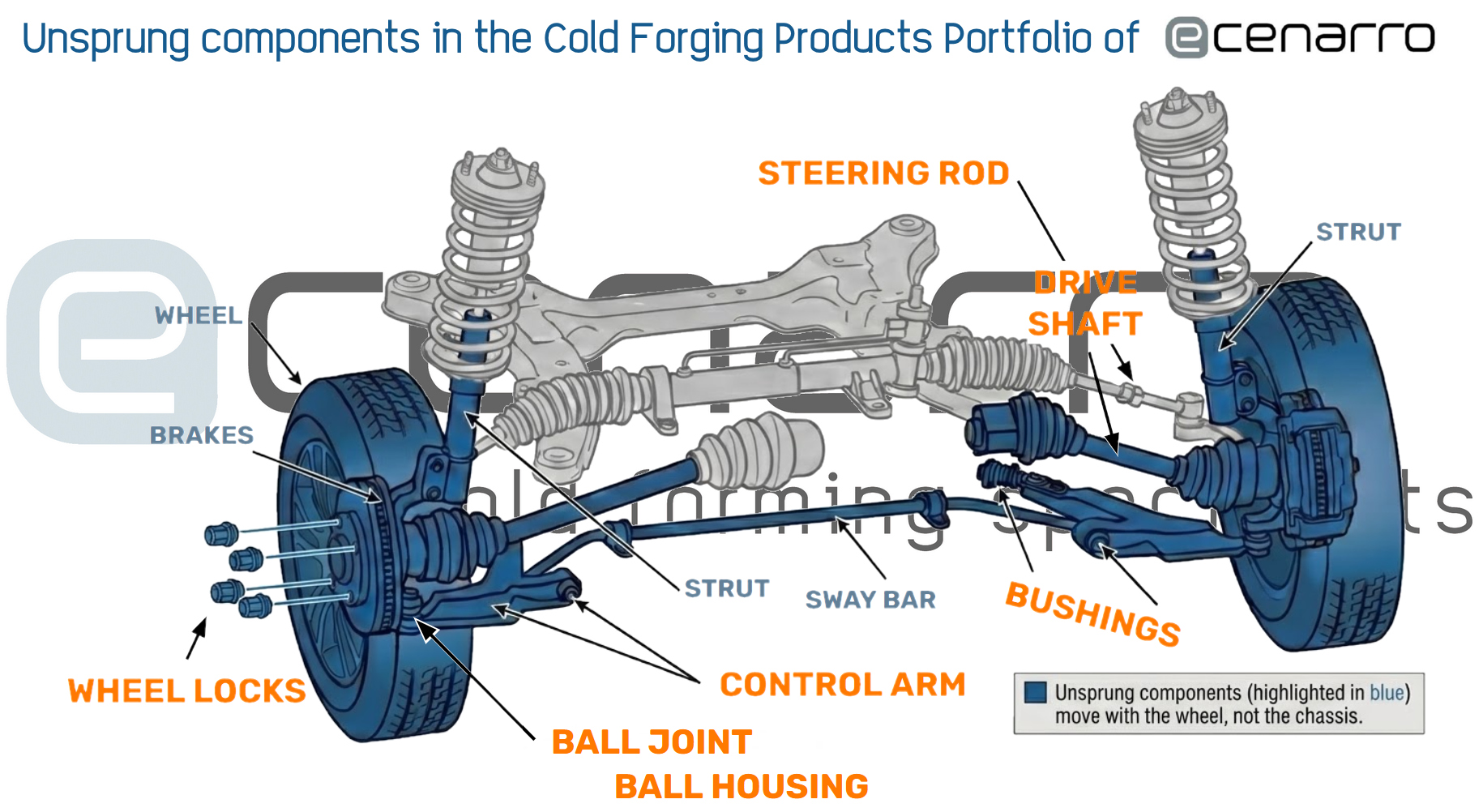
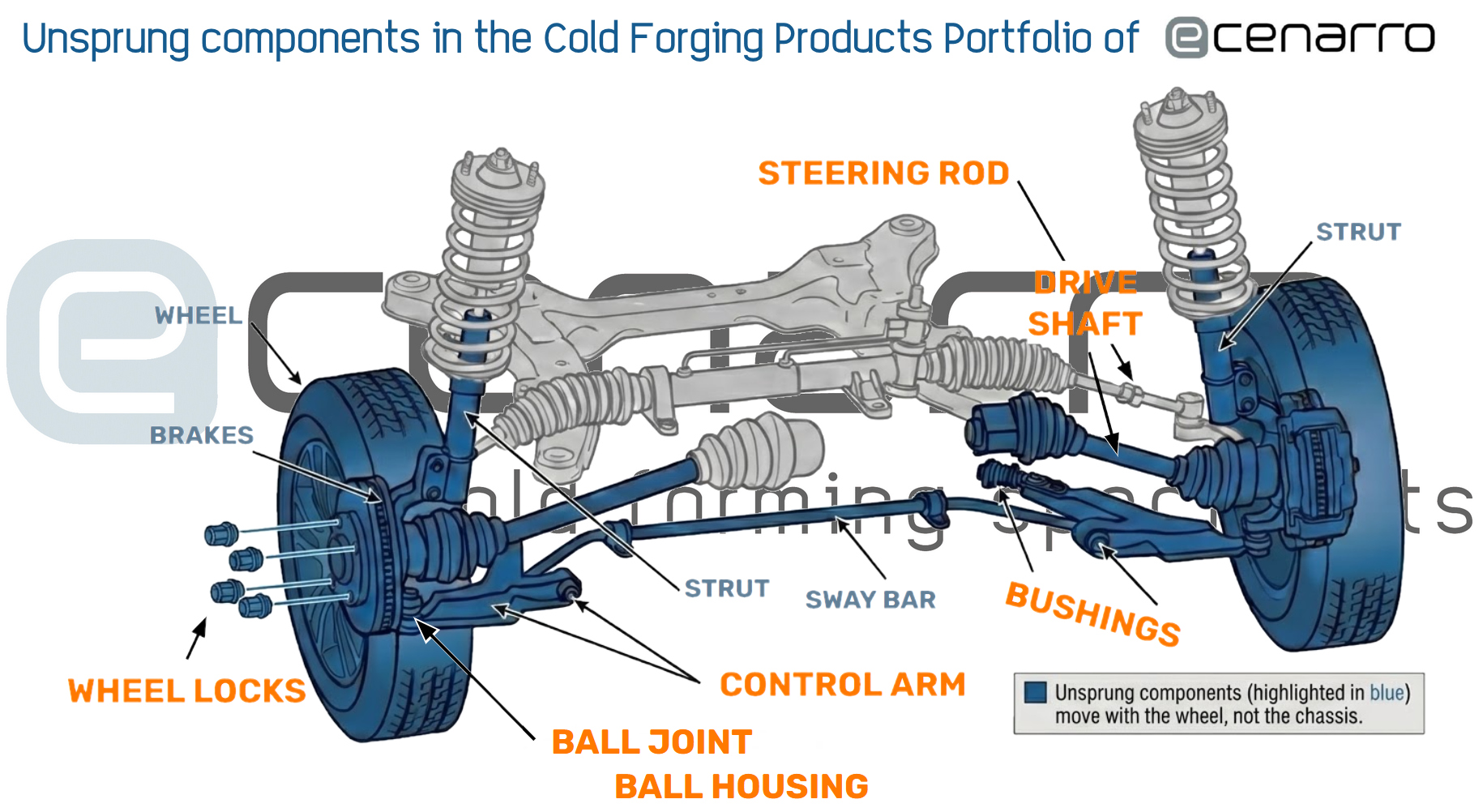
Conversely, unsprung mass refers to all components that are not supported by the suspension system. These elements are located directly between the road and the suspension. Typical examples include:
- The wheels and tires.
- The braking system (discs, calipers, and, in some cases, part of the wheel hub).
- The suspension arms, bushings, and joints themselves that connect the wheels to the chassis.
- In vehicles with drive axles, part of the differential and drive shafts (although this portion is often a hybrid or partially sprung in modern configurations).
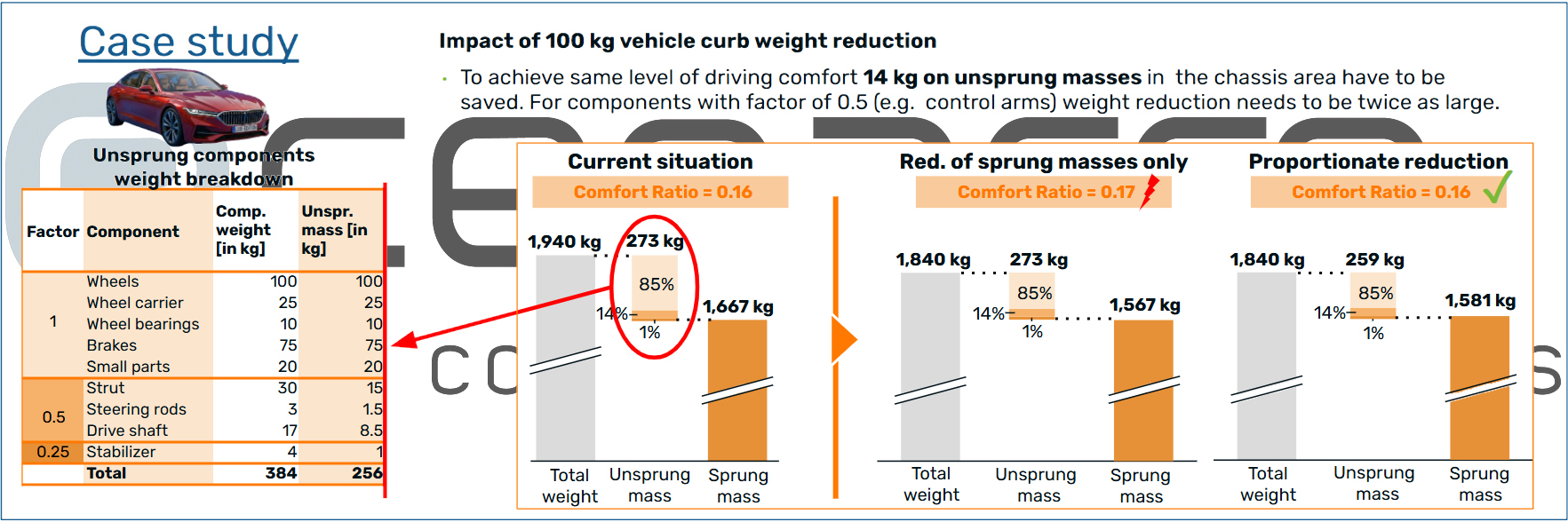
In the following example, for a sedan-type vehicle, the total unsprung mass can be around 275 kg. This breaks down into functional elements such as wheels (100 kg), brakes (75 kg), control arms (25 kg), and other parts (75 kg).
1.2. The Physical Impact of Excessive Unsprung Mass
An increase in unsprung mass generates critical negative effects that directly compromise the development objectives of any modern vehicle. It is possible that the person reading this article has driven or ridden in a vehicle whose original 17″ wheels have been replaced with attractive 19″ aluminum wheels. Let’s look at the effect of increasing the weight of our wheels, which are an important part of the unsprung mass:

Compromised Grip and Stability:
Greater weight means greater inertia of the unsprung components, which prevents them from accurately following road irregularities. This causes load variations in the tire contact patch, reducing mechanical grip and, consequently, vehicle stability.

Degradation of Ride Comfort (NVH ratio):
Instead of tracing the contour of a bump, a heavy wheel impacts it (the inertia of the ride keeps it in the air much longer), transmitting a high-frequency impact directly to the chassis. This sharp blow is perceived by the passenger as harshness and forces manufacturers to reduce the damping level to make it “softer”.

Generation of Discomfort and Motion Sickness:
With a high sprung mass and softer suspension, the effect of overacceleration (jerk) arises, which is the rate of change of acceleration and is a key indicator of discomfort, as studies confirm that passive occupants are especially susceptible to these stimuli which ultimately cause many people – not the driver – to suffer from motion sickness during the trip.
The disproportionate impact of this mass is not merely qualitative. Case studies quantify it: to compensate for a 100 kg reduction in a vehicle’s sprung mass (a common lightweighting goal) and maintain the same level of ride comfort, it is necessary to reduce the unsprung mass by around 15% of that reduction. This relationship demonstrates that every gram removed below the vehicle’s springs has a multiplier value in vehicle dynamics and occupant comfort.
2. The Electrification Challenge: A New Weight Equation
The transition to electric vehicles has magnified the unsprung mass problem by introducing a significant increase in the vehicle’s total weight.
2.1. The Battery Pack Factor
The battery pack is the main contributor to this increase. For example, the battery pack of a
Volkswagen ID4 weighs 490 kg, that of a Tesla Model Y weighs 775 kg. and that of a BYD Seal
weighs 560 kg, adding the equivalent of five or more adult passengers before a single person sits in the vehicle.
2.2. Consequences for Chassis and Component Durability
The substantial increase in the total mass of modern vehicles, primarily driven by electrification and added features, has a profound and detrimental effect on the chassis and suspension system. This augmented heft directly translates to much higher cyclical loads being imposed on all associated components. These parts, including crucial elements like control arms, tie rods, and shock absorbers, already operate deep within the very high cycle fatigue (VHCF) regime, which typically involves a life expectancy exceeding $10^8$ load cycles.
The current escalation in mass-induced stress threatens to reverse decades of painstaking advancements in material science, component design, and durability engineering within the automotive sector. Specifically, the increased stress levels accelerate material degradation and crack initiation. In critical, load-bearing components such as ball joints—which serve as the pivot points in the steering and suspension—fatigue caused by these intensified cyclical loads is no longer just a contributing factor, but the primary and predominant cause of catastrophic fracture and failure. This necessitates a fundamental reassessment of current material specifications and design safety margins for all unsprung and sprung mass components.
3. The OEM Dilemma: The Unsprung Mass Paradox
This new weight equation presents a fundamental dilemma for manufacturers (OEMs) and their Tier 1 suppliers.
3.1. The Logical Sequence of the Problem
The conflict can be summarized in an inevitable logical sequence:
- EVs require heavy batteries, which drastically increases the vehicle’s total weight.
- This weight forces engineers to design more robust, larger suspension components to manage the increased structural loads and ensure durability.
- Conventional methods for increasing robustness involve adding material, which increases the weight of these components and, therefore, the unsprung mass.
3.2. The Inescapable Conclusion
The fundamental goal of chassis engineering is to maximize the ratio between sprung and unsprung mass. Herein lies the EV paradox: the traditional approach to ensuring durability directly conflicts with this principle. By making suspension components heavier to support the battery weight, the driving experience is degraded, and maneuverability is compromised.
This forces us to abandon the traditional engineering manual. The only way forward is a fundamental divorce between strength and mass: advanced lightweighting is not an option, it is a design imperative.
4. The Solution from Ecenarro: Design For Cold Forging (DFCF) Process
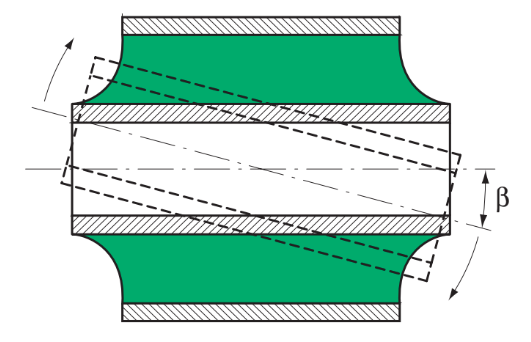
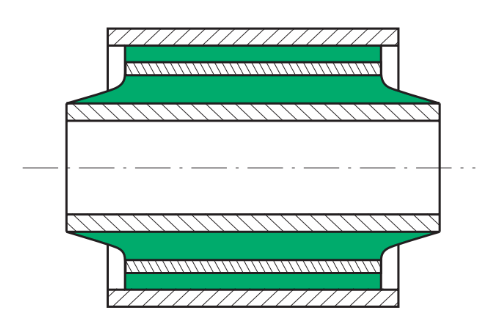
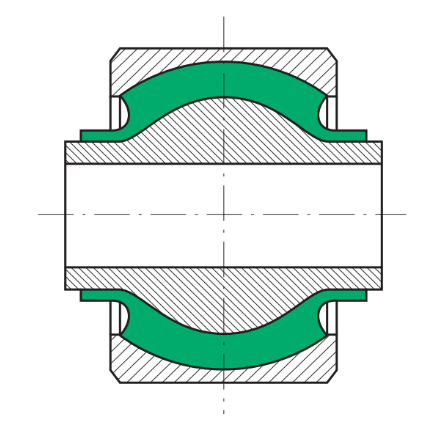
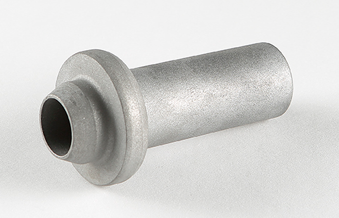
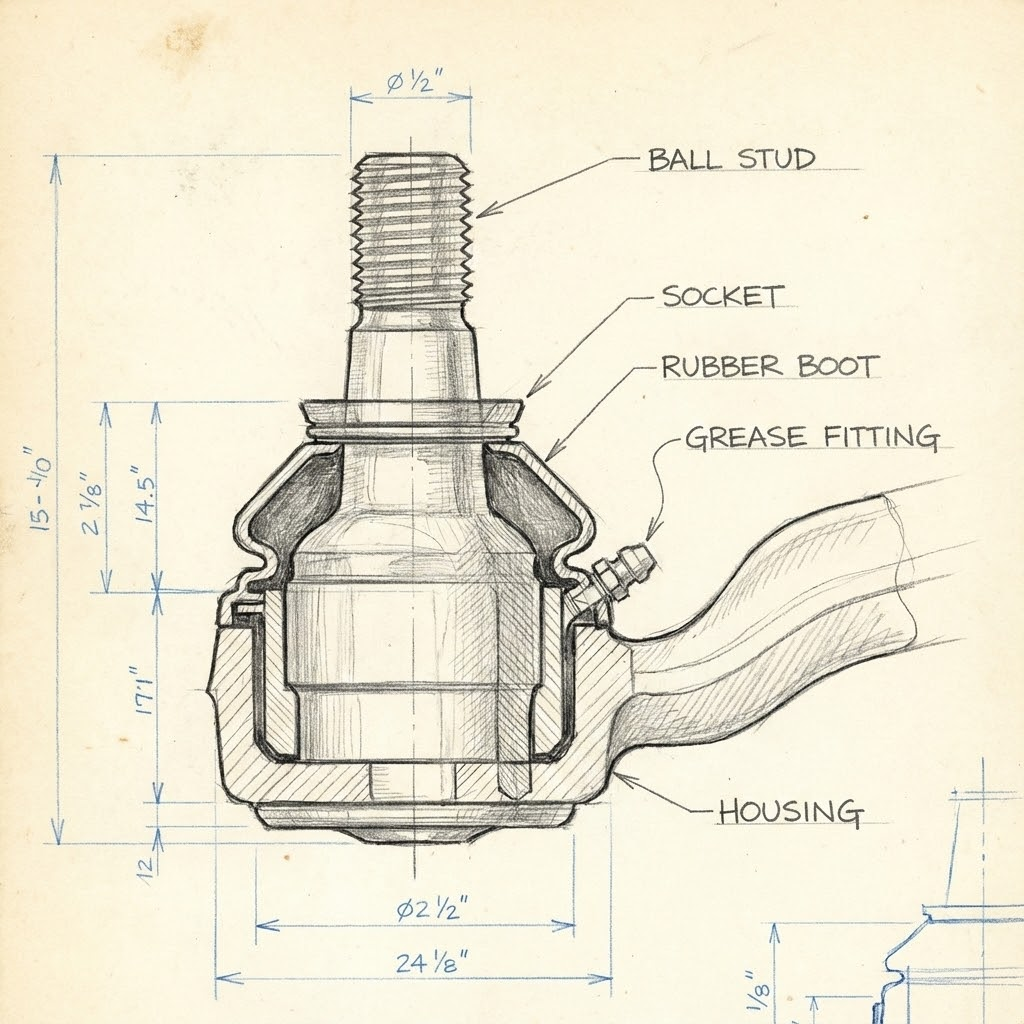
At Ecenarro, we have directly addressed this paradox, focusing on the redesign of critical unsprung mass components. Our focus is on the family of ball joints, ball pins, or ball studs. This part is fundamental to allow angular movement in the suspension and steering, connecting the control arms with the rest of the system for an agile and safe response. Since control arms represent approximately 5% of the total unsprung mass, optimizing their key components, such as the ball pin, is a high-leverage activity.
Our technological approach is based on two fundamental pillars:
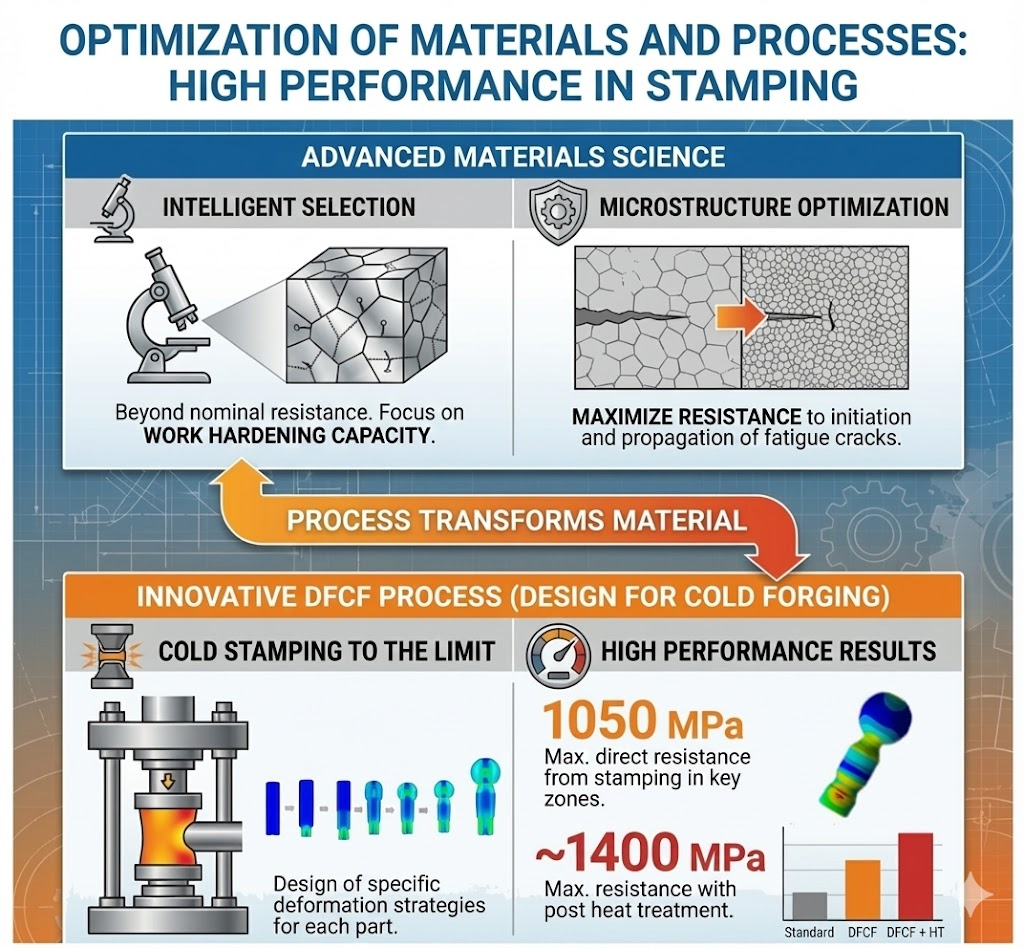
- Advanced Materials Science: We specify and process STANDARD alloys not only for their nominal strength, but based on their work-hardening capacity, optimizing their microstructure to maximize resistance to fatigue crack initiation and propagation, while meeting the rest of the mechanical requirements.
- Innovative DFCF (Design For Cold Forging) Process:
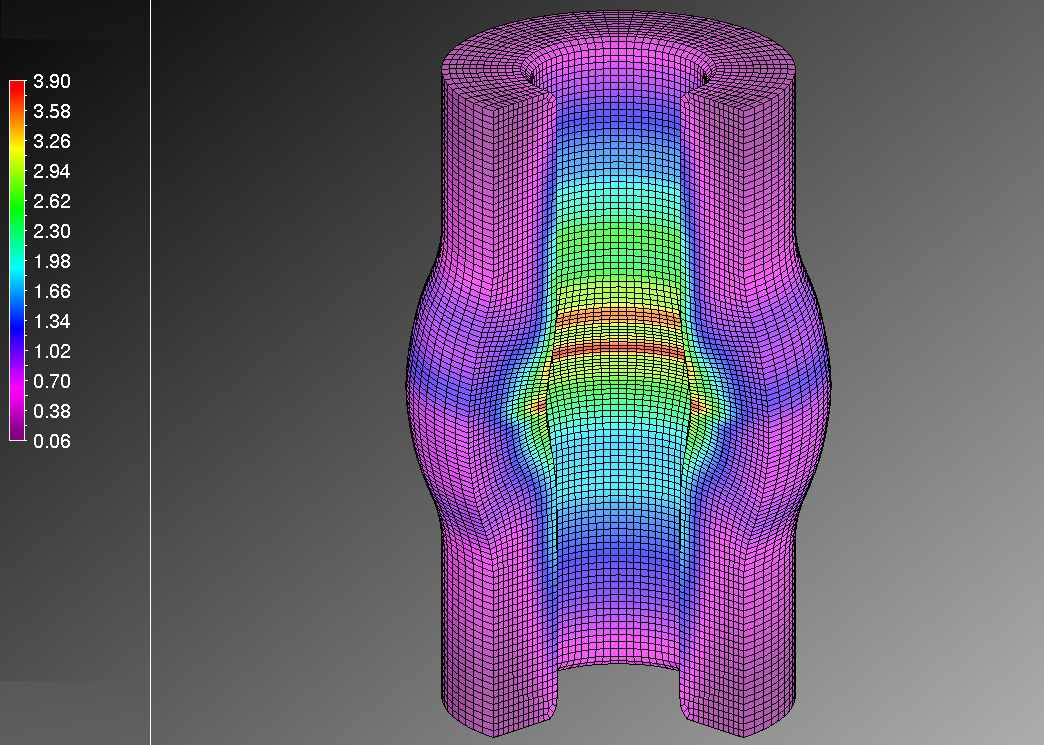
- By pushing cold forming to the limit, our cold forging processes allow the design of deformation strategies focused on maximizing the mechanical properties of the products, taking the hardness map to the highest possible in each case, specifically for each part, generating products in which some areas reach up to 1050 MPa of strength directly out of the forging process.
- Generating processes that combine Cold Forging with heat treatment cycles that elevate the performance of the products to achieve resistance values close to 1,400 MPa.
5. Competitive Advantages for Tier 1 Companies
The Ecenarro solution offers clear and measurable competitive advantages for product engineers at Tier 1 companies:
1.Reducing Product Dimensions:
Ecenarro, in collaboration with its innovation ecosystem, is continuously seeking standard steels or new heat treatments to apply to conventional steels, to offer the market ball joints that provide mechanical and fatigue resistance equal to or superior to that of components manufactured with conventional processes, but with a reduced weight. This allows for reduced unsprung mass without compromising durability or safety.
Cost Efficiency:
Through the use of high-deformability and high-work-hardening steels, Ecenarro has successfully developed forging processes that produce products that do not require heat treatment, reducing the product cost by around 20%.

Integrated Sustainability:
Our solution provides environmental benefits on two fronts. First, lighter components improve vehicle energy efficiency. Second, our manufacturing processes without heat treatment consume less energy, reducing the carbon footprint per component.
6. Conclusion: Innovation Resides in the Component