1.Introducción: La Física Fundamental que Define la Experiencia de Conducción
En la transición hacia el vehículo eléctrico, el peso se ha convertido en el adversario principal. Pero mientras los titulares se centran en los kilogramos de la batería, el verdadero campo de batalla para la dinámica vehicular y el confort del pasajero se libra en un frente mucho más crítico: la masa no suspendida.
1.1 Definiendo los conceptos
Para abordar los retos de ingeniería en la era del vehículo eléctrico (EV), es crucial distinguir entre dos conceptos fundamentales: la masa suspendida y la masa no suspendida.
Masa Suspendida: El Cuerpo Principal del Vehículo
La masa suspendida comprende la mayor parte del vehículo, incluyendo elementos cruciales como la carrocería, el chasis, el motor, la transmisión y, fundamentalmente, los ocupantes y la carga. Es, en esencia, la porción del vehículo que es soportada directamente por el sistema de suspensión (muelles, amortiguadores y barras estabilizadoras). Su gestión es vital para la comodidad de la marcha, el aislamiento de las vibraciones del camino y la estabilidad general a altas velocidades.
Masa No Suspendida: El Factor Crítico en la Dinámica
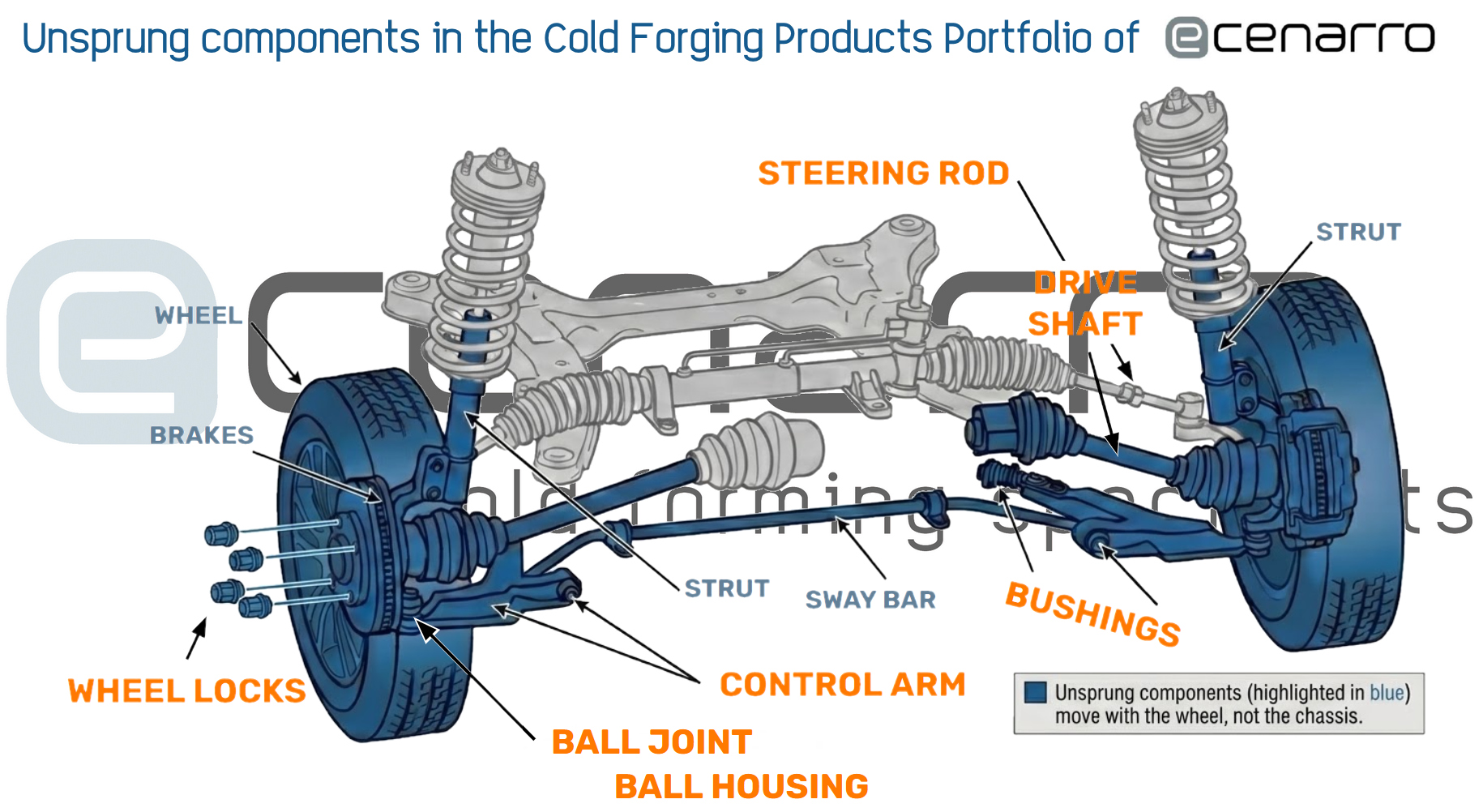
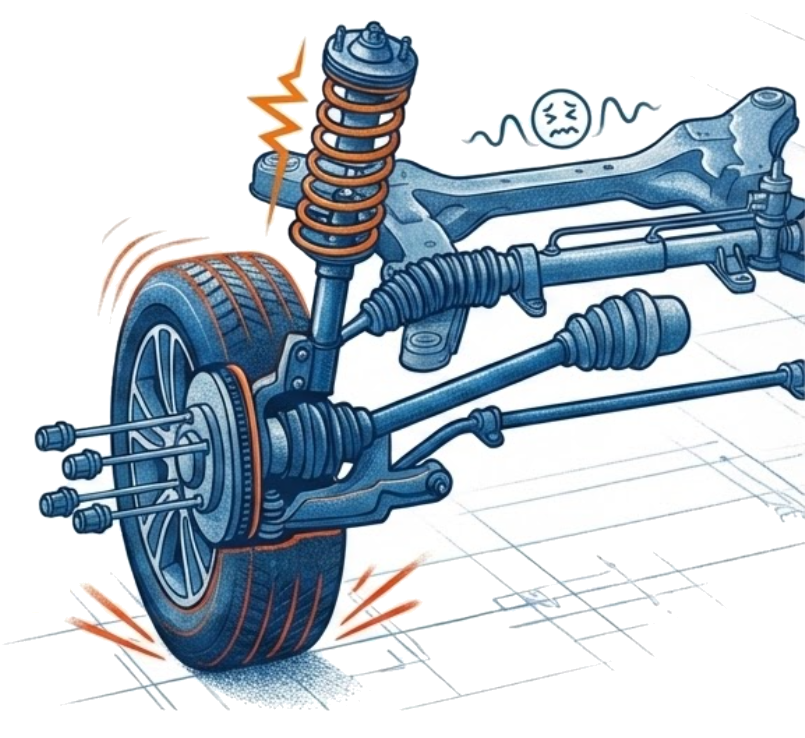
Por el contrario, la masa no suspendida se refiere a todos aquellos componentes que no están soportados por el sistema de suspensión. Estos elementos se encuentran directamente entre el camino y la suspensión. Ejemplos típicos incluyen:
- Las ruedas y los neumáticos.
- El sistema de frenos (discos, pinzas y, en algunos casos, parte del cubo de rueda).
- Los propios brazos, bujes y articulaciones de suspensión que conectan las ruedas al chasis.
- En vehículos con ejes motrices, parte del diferencial y los ejes de transmisión (aunque esta porción es a menudo un híbrido o está parcialmente suspendida en configuraciones modernas).
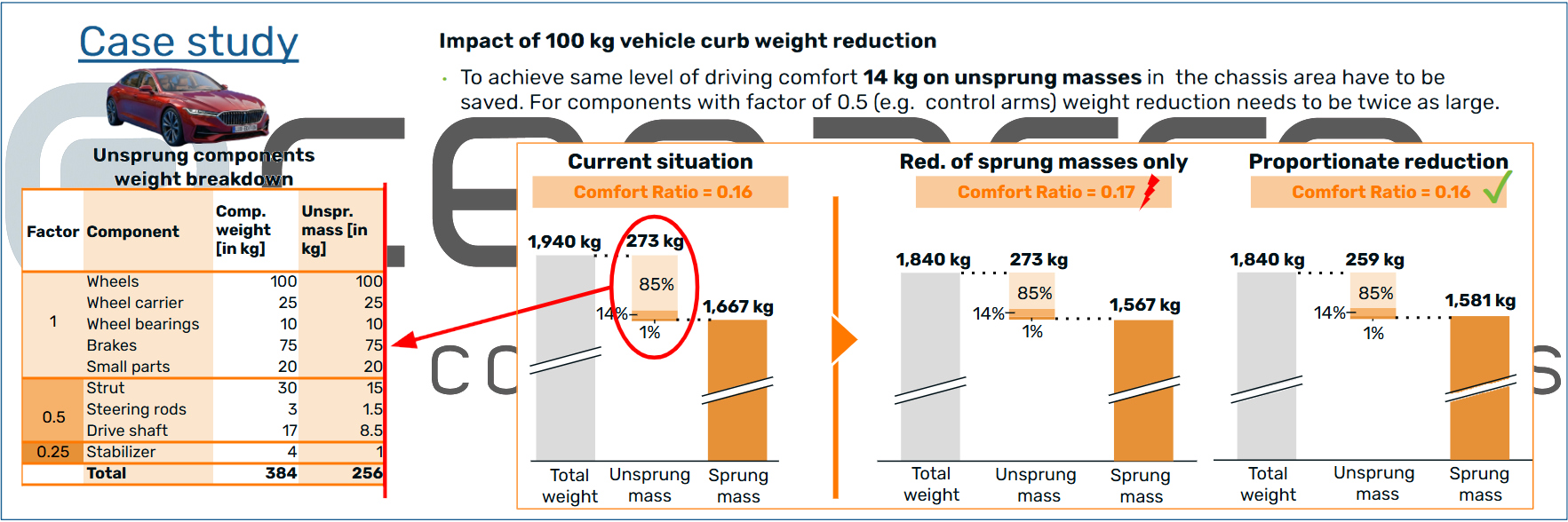
En el siguiente ejemplo, en un vehículo del tipo berlina, la masa no suspendida total puede rondar los 275 kg. Ésta se descompone en elementos funcionales como las ruedas (100 kg), los frenos (75 kg), los brazos de control (25 kg) y otras piezas (75kg).
1.2 El Impacto Físico de una Masa No Suspendida Elevada
Un aumento en la masa no suspendida genera efectos negativos críticos que comprometen directamente los objetivos de desarrollo de cualquier vehículo moderno. Es posible que la persona que está leyendo este artículo haya conducido o montado en un vehículo al que se le han cambiado las llantas originales de 17” por unas bonitas llantas de aluminio de 19”. Veamos el efecto que tiene aumentar el peso de nuestras ruedas, que son parte importante de la masa no suspendida:

Compromiso del Agarre y la Estabilidad:
A mayor peso, mayor inercia de los componentes no suspendidos; lo que les impide seguir con precisión las irregularidades de la carretera. Esto provoca variaciones de carga en la huella de contacto del neumático, reduciendo el agarre mecánico y, en consecuencia, la estabilidad del vehículo.

Degradación del Confort de Marcha (ratio NVH):
En lugar de trazar el contorno de un bache, una rueda pesada impacta contra él (la inercia de la marcha lo mantiene en el aire mucho más tiempo), transmitiendo un impacto de alta frecuencia directamente al chasis. Este golpe seco es percibido por el pasajero como aspereza (harshness) y obliga a los fabricantes a reducir el nivel de amortiguación para que ésta sea “más blanda”.

Generación de Incomodidad y Mareo (Motion Sickness):
Con una masa suspendida elevada y una suspensión más blanda, surge el efecto de la sobreaceleración (jerk), que es la tasa de cambio de la aceleración y que es un indicador clave de la incomodidad, ya que estudios confirman que los ocupantes pasivos son especialmente susceptibles a estos estímulos que acaban provocando que muchas personas – no quien conduce – sufran mareos durante el viaje.
El impacto desproporcionado de esta masa no es meramente cualitativo. Los estudios de caso lo cuantifican: para compensar una reducción de 100 kg en la masa suspendida de un vehículo (un objetivo de aligeramiento común) y mantener el mismo nivel de confort de marcha, es necesario reducir en torno a un 15% de dicha reducción en las masas no suspendidas. Esta relación demuestra que cada gramo eliminado por debajo de los muelles del vehículo tiene un valor multiplicador en la dinámica del vehículo y el confort de sus ocupantes.
2. El Desafío de la Electrificación: Una Nueva Ecuación de Peso
La transición a los vehículos eléctricos ha magnificado el problema de la masa no suspendida al introducir un aumento significativo del peso total del vehículo.
2.1 El Factor Batería
El paquete de baterías es el principal contribuyente a este incremento. Por ejemplo, el battery pack de un Volkswagen ID4 pesa 490 kg, el de un Tesla Model Y pesa 775 kg y el de un BYD Seal pesa 560 kg, añadiendo por sí solo el equivalente a cinco o más pasajeros adultos antes de que una sola persona se siente en el vehículo.
2.2 Consecuencias para la Durabilidad del Chasis y sus componentes
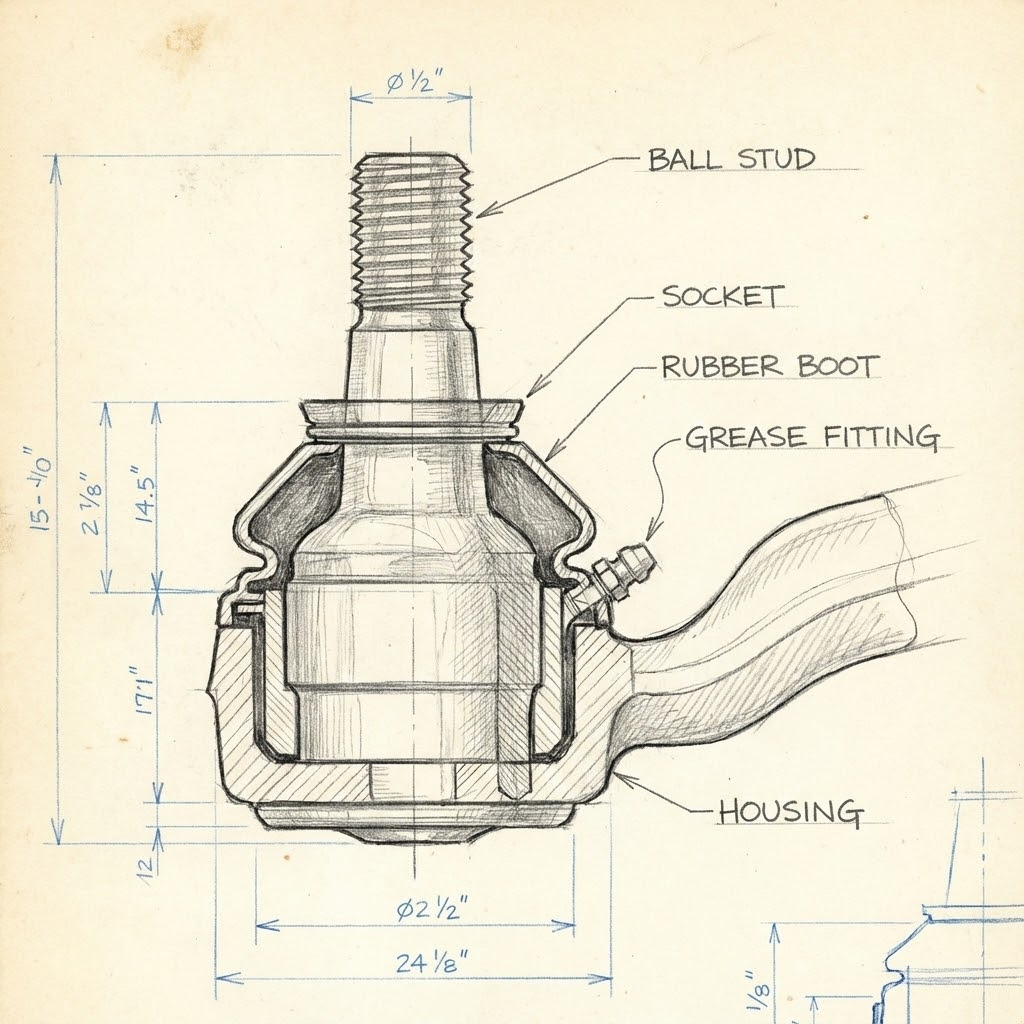
Este sustancial incremento en la masa total impone cargas cíclicas mucho más altas en todos los componentes del chasis y la suspensión. Estas piezas, que ya operan en el régimen de fatiga de muy alto número de ciclos (VHCF, >10⁸ ciclos), se enfrentan ahora a tensiones que amenazan con revertir décadas de avances en durabilidad. En componentes críticos como las rótulas (ball joints), la fatiga por cargas cíclicas es la causa principal de la fractura.
3. El Dilema del OEM: La Paradoja de la Masa No Suspendida
Esta nueva ecuación de peso presenta un dilema fundamental para los fabricantes (OEM) y sus proveedores de Nivel 1 (Tier 1).
3.1 La Secuencia Lógica del Problema
El conflicto puede resumirse en una secuencia lógica inevitable:
- Los EV requieren baterías pesadas, lo que aumenta drásticamente el peso total del vehículo.
- Este peso obliga a los ingenieros a diseñar componentes de suspensión más robustos, de mayores dimensiones, para gestionar las mayores cargas estructurales y garantizar la durabilidad.
- Los métodos convencionales para aumentar la robustez implican añadir más material, lo que incrementa el peso de estos componentes y, por tanto, la masa no suspendida.
3.2 La Conclusión Ineludible
El objetivo fundamental de la ingeniería de chasis es maximizar la relación entre masa suspendida y no suspendida. Aquí reside la paradoja del EV: el enfoque tradicional para garantizar la durabilidad entra en conflicto directo con este principio. Al hacer más pesados los componentes de la suspensión para soportar el peso de la batería, se degrada la experiencia de conducción y se compromete la maniobrabilidad.
Esto nos obliga a abandonar el manual de ingeniería tradicional. La única vía de avance es un divorcio fundamental entre resistencia y masa: el aligeramiento avanzado (lightweighting) no es una opción, es un imperativo de diseño.
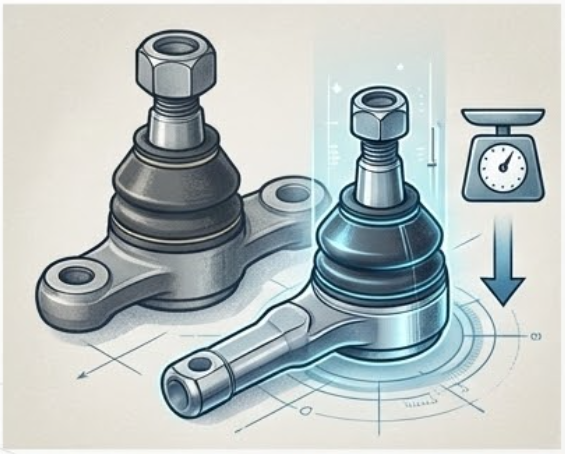
4. La Solución de Ecenarro: Proceso Design For Cold Forging (DFCF)
En Ecenarro, hemos abordado directamente esta paradoja, centrándonos en el rediseño de componentes críticos de la masa no suspendida. Nuestro foco es la familia de las ball joints, ball pins o ball studs. Esta pieza es fundamental para permitir el movimiento angular en la suspensión y en la dirección, conectando los brazos de control con el resto del sistema para una respuesta ágil y segura. Dado que los brazos de control representan aproximadamente el 5% de la masa no suspendida total, la optimización de sus componentes clave, como el perno de rótula, es una actividad de alto apalancamiento.
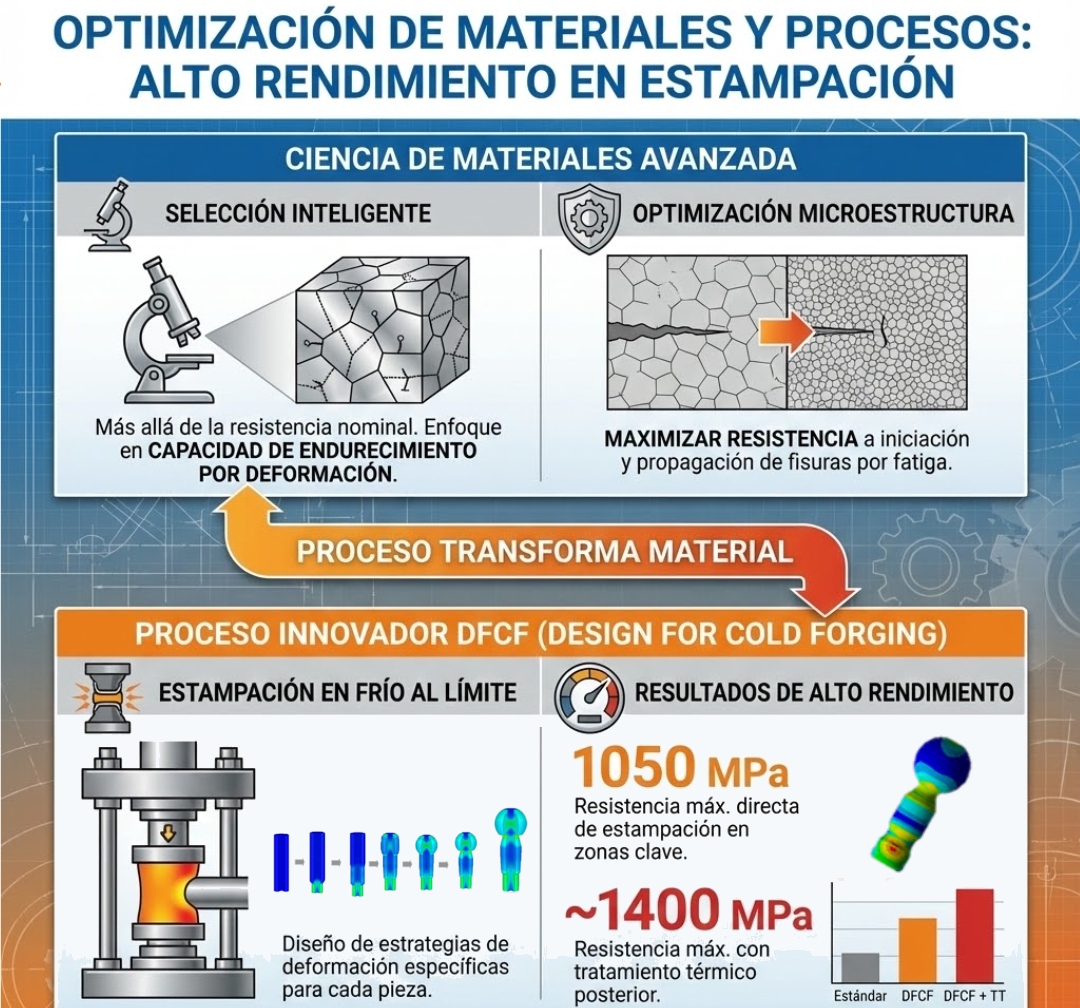
Nuestra aproximación tecnológica se basa en dos pilares fundamentales:
- Ciencia de Materiales Avanzada: Especificamos y procesamos aleaciones ESTÁNDAR no solo por su resistencia nominal, sino en base a cuál sea su capacidad de endurecimiento por deformación, optimizando su microestructura para maximizar la resistencia a la iniciación y propagación de fisuras por fatiga, cumpliendo con el resto de los requisitos mecánicos.
- Proceso Innovador DFCF (Design For Cold Forging):
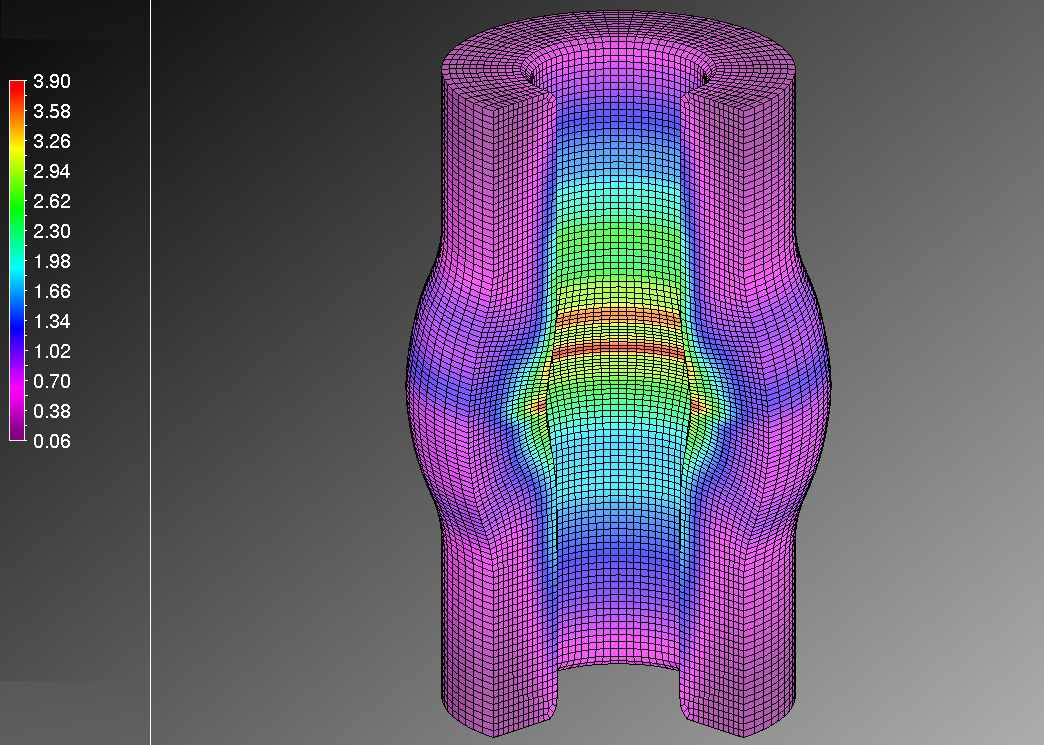
- Llevando la estampación en frío al límite, nuestros procesos de conformado en frío permiten diseñar estrategias de deformación enfocadas a la maximización de las propiedades mecánicas de los productos, llevando el mapa de durezas al máximo posible en cada caso, de forma específica para cada pieza, generando productos en los que algunas zonas alcanzan hasta los 1050 MPa de resistencia directamente al salir de la estampación.
- Generando procesos que aúnan el Cold Forging con ciclos de tratamiento térmico que eleven el rendimiento de los productos hasta lograr valores cercanos a los 1.400 MPa de resistencia.
5. Ventajas competitivas para los Tier 1
La solución de Ecenarro ofrece ventajas competitivas claras y medibles para los ingenieros de producto en las empresas de Tier 1:
A.Reducir las Dimensiones del Producto:
Ecenarro, en colaboración con su ecosistema de innovación, está continuamente buscando aceros o nuevos tratamientos térmicos a aplicar sobre los aceros convencionales, para ofrecer al mercado ball joints que proporcionen una resistencia mecánica y a la fatiga igual o superior a la de componentes fabricados con procesos convencionales, pero con un peso reducido. Esto permite reducir la masa no suspendida sin comprometer la durabilidad ni la seguridad.
B. Eficiencia de Costes:
Mediante el uso de aceros de alta deformabilidad y alto grado de endurecimiento por deformación, Ecenarro ha logrado desarrollar con éxito procesos de estampación que producen productos que no requieren de tratamiento térmico, reduciendo el coste del producto en torno a un 20%.

C. Sostenibilidad Integrada:
Nuestra solución aporta beneficios medioambientales en dos frentes. Primero, componentes más ligeros mejoran la eficiencia energética del vehículo. Segundo, nuestros procesos de fabricación sin tratamiento térmico consumen menos energía, reduciendo la huella de carbono por componente.
6. Conclusión: La Innovación Reside en el Componente
La paradoja del peso en los EV ha desplazado el foco de la innovación en la dinámica vehicular. La optimización ya no reside en el sistema, sino en el componente. Ya no es suficiente con añadir material para aumentar la resistencia; el nuevo paradigma exige inteligencia en el diseño y la fabricación de cada uno de sus componentes.
Para los ingenieros de desarrollo de producto en las empresas de Nivel 1, el desafío es claro. Los invitamos a colaborar con Ecenarro para reimaginar y rediseñar sus componentes de estabilizadores, suspensión y dirección. Juntos, podremos superar la paradoja del peso y mantener nuestra competitividad ante las incontables trabas que nos pone el mercado.