

Silentblocks: la importancia de lo invisible.
Un amigo desconocido
Para el gran público, las vibraciones que se transmiten desde el suelo y desde el tren motriz al habitáculo son familiares. Uno puede llegar a pensar que toda la labor de amortiguación de vibraciones recae en los amortiguadores, incluso en el mullido de los asientos. Nada más lejos de la realidad.
Folleto publicitario, nótese el efecto de la inflación.
Llevan un tiempo entre nosotros, concretamente desde 1936. La compañía Chrysler presentó un vehículo de una de sus submarcas, Plymouth, con un motor de 6 cilindros que descansaba sobre el chasis en 3 puntos. Estos puntos contaban con un taco de goma, que conseguían mitigar las vibraciones transmitidas al bastidor del vehículo.
Lo llamaron “floating power”, y se convirtió en un éxito instantáneo. La totalidad de los fabricantes replicaron el concepto y lo han ido evolucionando hasta hoy. Es más, mientras que el rudimentario Plymouth contaba con 3 silent-blocks en el motor, lo que hoy se llama comúnmente un engine mount, un vehículo actual puede equipar más de 30 silent-blocks de diferentes tipologías distribuidas a lo largo de diversos sistemas del vehículo.
Pero… ¿Qué es un silent-block?
Un silentblock es un elemento mecánico que permite que la unión de dos elementos rígidos no sea infinitamente rígida, sino que esa rigidez esté acotada dentro de unos parámetros. Esto se consigue añadiendo una interfaz de un material de baja rigidez entre dos elementos de alta rigidez.
Antes mencionaba la invención del silent-block en 1936, pero si nos vamos al concepto, es algo anterior. Concretamente, millones de años anterior.
Todos nosotros llevamos un silent-block con nosotros, se llama menisco. Siempre nos acordamos de él… cuando falla.
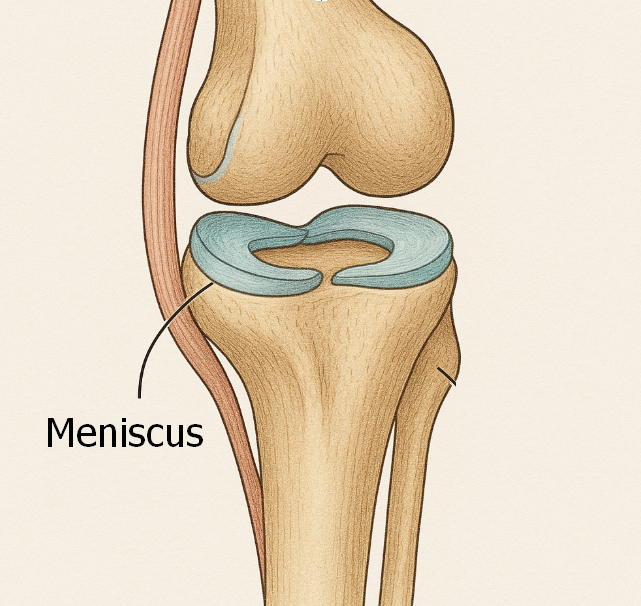
El menisco cumple la función de amortiguar impactos y vibraciones para proteger la estructura ósea. En un vehículo, un silent-block además de contribuir a la integridad estructural, contribuye a mejorar el confort de los ocupantes. Aquí el material de baja rigidez es caucho natural o sintético en lugar de tejido cartilaginoso y los elementos de alta rigidez son dos elementos metálicos, como acero o aluminio, en lugar de tejido óseo.
Esta rigidez debe estar limitada dentro de unos parámetros. No solo ante una carga puntual, sino ante cargas alternativas sostenidas en el tiempo, lo que se llaman cargas dinámicas.
Pero la rigidez a su vez se descompone en varios ejes: Radial, Axial, Torsional y Cónico.
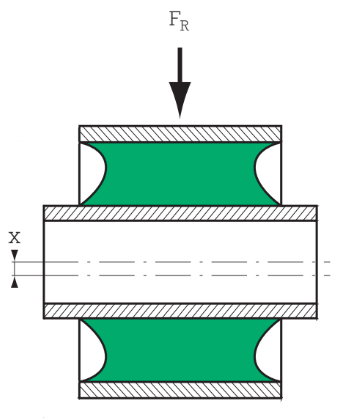
Cuando hablamos de rigidez radial, nos referimos a la resistencia que el componente ofrece a deformarse cuando aplicamos un desplazamiento x perpendicular a su eje.
Cuanta más resistencia oponga a deformarse, más rígido será. Esto aplica a todos los casos.
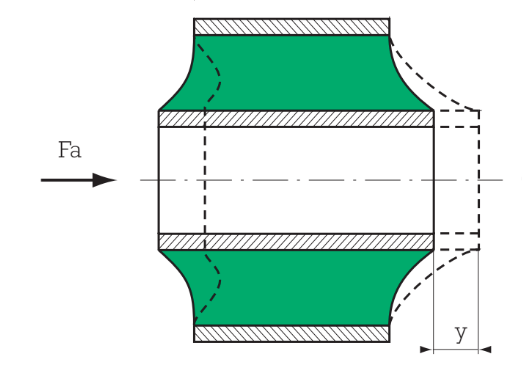
Cuando hablamos de rigidez axial, esta vez hablamos de la resistencia que el componente ofrece a deformarse cuando aplicamos un desplazamiento paralelo a su eje.
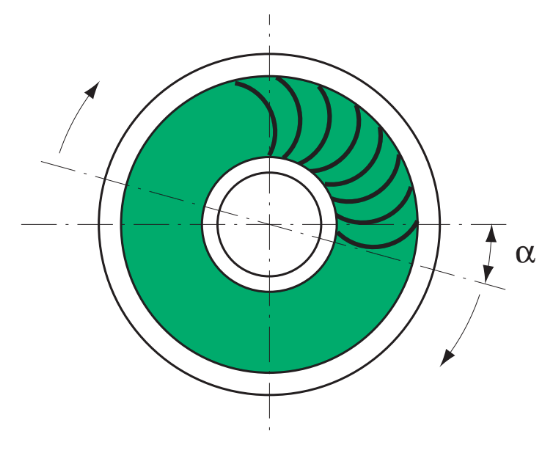
Vamos a mirar esta vez el componente desde un lado para apreciar el concepto de rigidez torsional. Aquí, hablamos de la resistencia que el componente ofrece a deformarse cuando aplicamos un desplazamiento angular ⍺ en un plano perpendicular al eje.
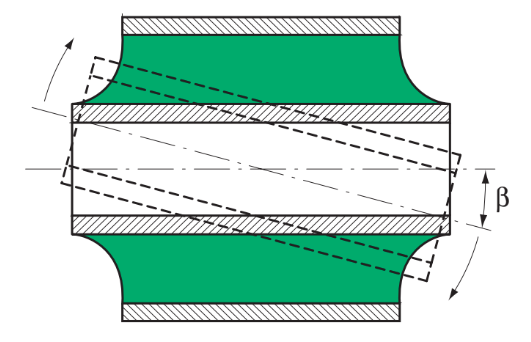
Y por último, hablaremos de la rigidez cónica. Aquí, será la resistencia que el componente ofrece a deformarse cuando aplicamos un desplazamiento angular β en un plano paralelo a su eje.
¿Y para qué sirve todo esto? Pues son los parámetros que se van a utilizar para definir la tipología y geometría de las partes de un silentblock.
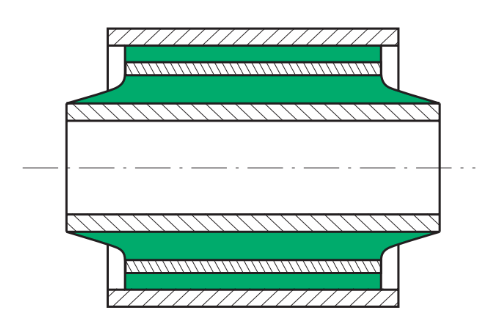
Por ejemplo, ¿qué sucede cuando queremos tener una alta rigidez radial manteniendo la rigidez torsional? Añadimos un anillo intermedio:
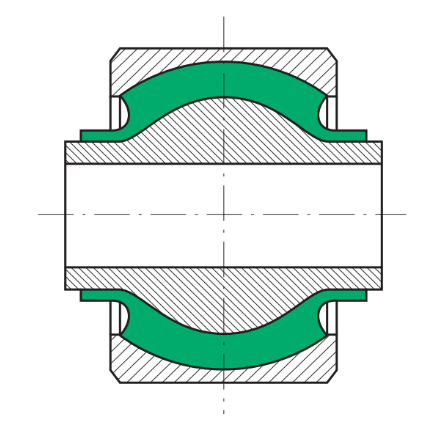
¿Y qué sucede cuándo queremos tener una alta rigidez radial y una baja rigidez cónica, admitiendo cierto grado de articulación? Usando un casquillo esférico.
Hay multitud de casuísticas y diversas soluciones. Es más, no hay una solución única ante el mismo problema.
La geometría de un silentblock también está definida por sus condiciones de contorno, esto es, cómo es el hueco donde debe ir alojado, el diámetro del pasador que lo fija ante los dos elementos para los cuales se quiere implementar una unión flexible y, en ocasiones, la superficie de contacto requerida.
El corazón del silentblock
Todo silentblock posee un núcleo metálico. Se puede llamar bushing, innercore, inner bushing, todo para hacer referencia al mismo componente.
Geométricamente vienen definidos tanto por las características requeridas en cuanto a rigideces como por las condiciones de contorno. La geometría más simple posible es la de un tubo recto, el cual puede obtenerse por estampación en frío, por corte de tubo, o por mecanizado.

Un casquillo mecanizado puede ser útil para prototipos, mientras que un tubo cortado puede ser apropiado en bajas y medias series para productos de baja exigencia, mientras que la fabricación por estampación en frío es la opción más apropiada para medias y grandes series, gracias a su alta repetibilidad y velocidad de producción, que redunda en una combinación de prestaciones, calidad y coste que no puede ser igualada por otro tipo de tecnología.
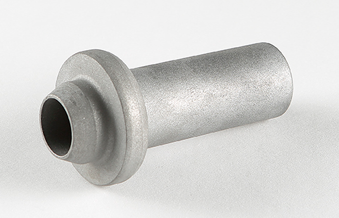
Además del casquillo recto, existen diversas tipologías más elaboradas, las cuales indefectiblemente deben ser fabricadas mediante la estampación en frío cuando hablamos de series medias y grandes. Podemos encontrarnos con casquillos con una o varias valonas, extremos en cono o con estrías que permitan bloquear la posición angular respecto a uno de los elementos a fijar.

Ya que no existe una única solución para el mismo problema, el trabajo de un equipo de ingeniería y de un gestor de compras es la de buscar la solución más óptima posible en términos de prestaciones, calidad, coste y servicio.
¿Cómo puede ayudar un proveedor de casquillos para silentblock en la fase de concepción del producto? Optimizando tanto la geometría como los materiales para lograr un equilibrio óptimo.
Que dicho proveedor domine la fabricación de cualquier tipo de geometría va a servir de ayuda a hacer una correcta definición del producto. En muchas ocasiones, realizar modificaciones no relevantes para la funcionalidad ayudan a racionalizar económicamente un producto y realizar un lanzamiento con menos riesgos.
Por otro lado, cuando un diseñador piensa en qué materiales debe usar para el núcleo de ese silent-block, lo primero que debe conocer es qué tensión va a soportar ese componente.
Para calcular dicha tensión, lo que debe conocer es las fuerzas a la que va a estar sometido el silentblock. En este caso, la más relevante es la fuerza de apriete a la que es sometida mediante el perno de unión entre el silentblock y el componente contra el que va unido.
Si dicho núcleo se deforma plásticamente, el silent-block no quedará atado correctamente entre los elementos, pudiendo aflojarse el perno de unión y comprometer la integridad del sistema. Conociendo la fuerza que debe soportar y la geometría del casquillo, uno puede conocer la tensión máxima que el material debe soportar.
Conociendo ese límite, un ingeniero típicamente puede visitar una norma de materiales y elegir aquel cuyo límite elástico supere la tensión máxima a la que va a estar sometida el material.
Esto puede parecer una forma correcta de proceder, pero cuando hablamos de componentes cuya geometría se ha alcanzado mediante deformación plástica en frío, se convierte en una metodología que técnicamente asegura prestaciones pero muy poco optimizada en costes. Y cuando esto sucede, ese producto no llega al mercado.
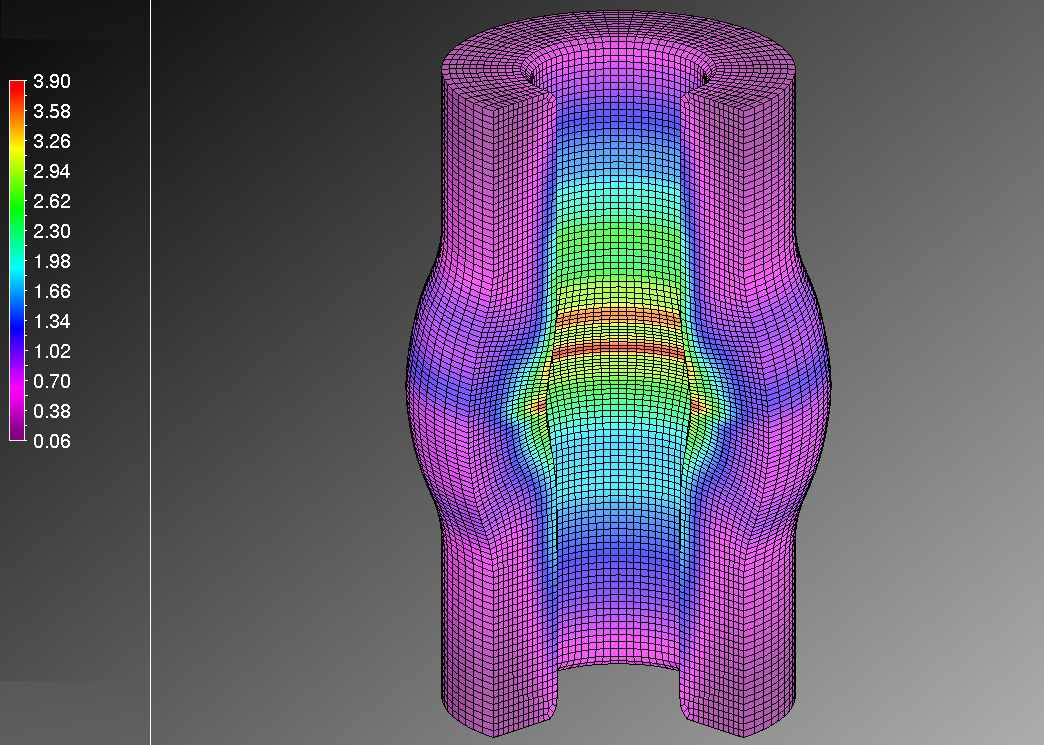
Afortunadamente, hay buenas noticias. Existe un fenómeno que se llama acritud por deformación en frío.
Al deformar plásticamente un material, se incrementan la densidad de dislocaciones de éste. A medida que el material se satura con nuevas dislocaciones, se crea una resistencia a la formación de dislocaciones y a su movimiento. En resumidas cuentas, el material se vuelve más resistente.
A mayor deformación plástica del material, mayor incremento de la resistencia. No es raro poder multiplicar por dos la resistencia del material base. Esto lleva a poder obtener resistencias de materiales aleados y costosos utilizando materiales de poca aleación y económicos. Esto es algo que puede ser estudiado mediante herramientas de simulación específicas.
Por ello, una forma de optimizar el coste del conjunto es buscar la relación óptima entre cantidad de caucho y acero a utilizar, pudiendo obtener las propiedades mecánicas deseadas utilizando menor cantidad de acero y utilizando aleaciones poco costosas.
Contar con el apoyo de un proveedor que domine todas estas claves, en lugar de únicamente buscar el mejor coste puro en base a una definición cerrada, es sinónimo de éxito en un mercado cada vez más competitivo.
Fabricando casquillos mediante estampación en frío
Mediante la estampación en frío la geometría final de un casquillo se obtiene “casi” únicamente por deformación plástica de un trozo de alambre calibrado en diámetro y cortado a una longitud determinada.
Cuando hablamos de “casi”, es porque hay una excepción: el corte de pepita.
Al partir de un alambre macizo, no existe posibilidad de obtener una geometría hueca y pasante únicamente por deformación.
En lugar de ello, se procesa el material hasta obtener la geometría final y mediante una estación de corte, se elimina una pepita cuyo diámetro es el diámetro interior y cuyo espesor es en muchos casos equivalente al grosor de la pared del casquillo.
Respecto a las geometrías posibles, es posible añadir un estriado en las caras frontales:


Hacer geometrías con una o dos valonas:


O, por ejemplo, con una parte central esférica:

Pudiéndose también hacer otro tipo de geometrías como extremos con forma de cono u otras geometrías especiales.

Beneficios clave de la estampación en frío:
- Mínimo desperdicio. Un % muy bajo del material es desperdiciado.
- Alta capacidad de producción y fácil escalabilidad. Con velocidades de hasta 120 piezas por minuto, una sola máquina estampadora puede abastecer grandes volúmenes de componentes.
- Gran precisión dimensional y repetibilidad, especialmente en diámetros y otras dimensiones dependientes de la geometría del utillaje.
- Propiedades mecánicas mejoradas, permitiendo utilizar materiales de baja aleación.
- Bajo consumo energético, lo que redunda en una huella de CO2 reducida.
Para sectores como la automoción, donde se requiere la fabricación de millones de unidades al año con tolerancias mínimas, esta tecnología resulta especialmente apropiada.
Tu jugador clave
Al buscar un proveedor de casquillos para silent-block, es importante contar con un proveedor clave.
Ese alguien puede ser:
- Alguien que te asesore en la fase de diseño y definición de producto para buscar la solución óptima a tu reto.
- Alguien que tenga líneas de fabricación dedicadas a este tipo de producto, ofreciendo una solución competitiva en calidad, costes y lead-time.
- Alguien que tenga recursos de ingeniería con capacidad de desarrollar un proceso de producción robusto reduciendo los riesgos del lanzamiento de nuevos proyectos.
- Alguien que pueda fabricar tanto en Europa como Norteamérica con recursos productivos equivalentes para reducir riesgos.
- Alguien que tenga una orientación de largo plazo en las relaciones con sus clientes y proveedores.
- Alguien que tenga capacidad de inversión y el respaldo de un grupo como el Grupo Mondragón.
- Alguien, en resumen, como Ecenarro.
Conclusión
Un componente bien diseñado y con una supply chain bien escogida reduce costes, minimiza riesgos, da tranquilidad y ahorra tiempo a sus responsables.
En Ecenarro nos ponemos a disposición para ayudar desde una fase de concepción temprana, aportando nuestro expertise, calidad y eficiencia.
Si quieres ver quiénes somos y qué hacemos, te invitamos a ver nuestra Web, LinkedIn o Newsletter.