
Silentblock: the importance of the invisible.
An unknown friend
For the general public, the vibrations transmitted from the ground and from the powertrain to the passenger compartment are familiar. One might think that all the work of vibration damping might solely lie with the shock absorbers, even with the seat upholstery. Nothing could be further from the truth.
Advertising brochure, note the effect of inflation.
They have been with us for some time, specifically since 1936. The Chrysler company presented a vehicle of one of its sub-brands, Plymouth, with a 6-cylinder engine lying on the chassis on 3 points. These points were fitted with a rubber block, which mitigated the vibrations transmitted to the frame of the vehicle.
They called it “floating power”, and it became an instant success. All manufacturers replicated the concept and have evolved it to this day. While the rudimentary Plymouth had 3 silent-blocks on the engine, now commonly referred to as an engine mount, a current vehicle can be equipped with more than 30 silent-blocks of different types distributed throughout the various systems of the vehicle.
But… What is a silentblock?
A silentblock is a mechanical element that avoids having an infinite stiffness in the connection of two stiff elements. Instead, it maintains this stiffness under certain parameters. This is achieved by adding an interface of a low stiffness material between two stiff elements.
Earlier I mentioned the invention of the silent-block in 1936, but if we go to the concept, it is something earlier. Millions of years earlier, to be precise.
We all carry a silent-block with us, it’s called a meniscus. We always remember it… when it fails.
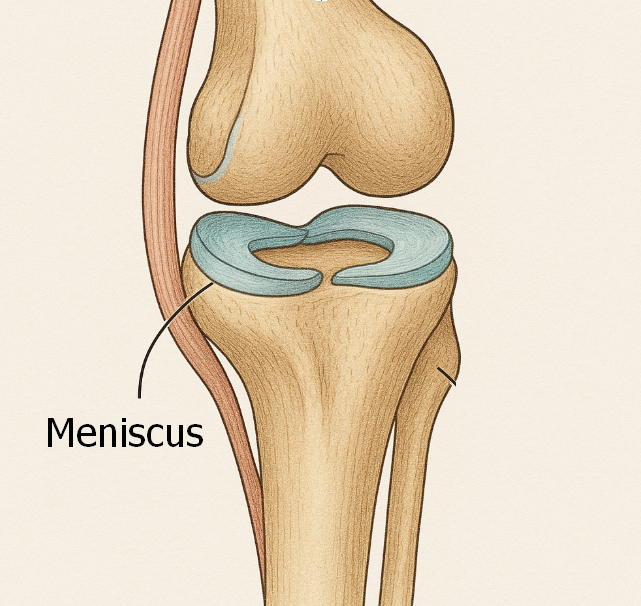
The meniscus has the function of damping impacts and vibrations to protect the bone structure. In the context of a vehicle, a silent block plays a dual role in ensuring both structural integrity and passenger comfort. Here the low stiffness material is natural or synthetic rubber instead of cartilage tissue and the high stiffness elements are two metallic elements, such as steel or aluminum, instead of bone tissue.
This stiffness must be limited within certain parameters. Not only to a single load, also to alternative loads sustained over time, which are called dynamic loads.
But stiffness is decomposed in several axes: Radial, Axial, Torsional and Conical (o Cardanic).
When we talk about radial stiffness, we refer to the resistance that the component offers to deform when we apply a displacement x perpendicular to its axis
The more resistance it offers to deformation, the stiffer it will be. This applies to all cases.
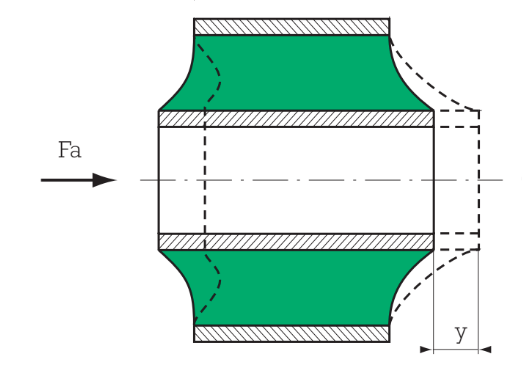
When we talk about axial stiffness, this time we are talking about the resistance that the component offers to deformation when we apply a displacement parallel to its axis.
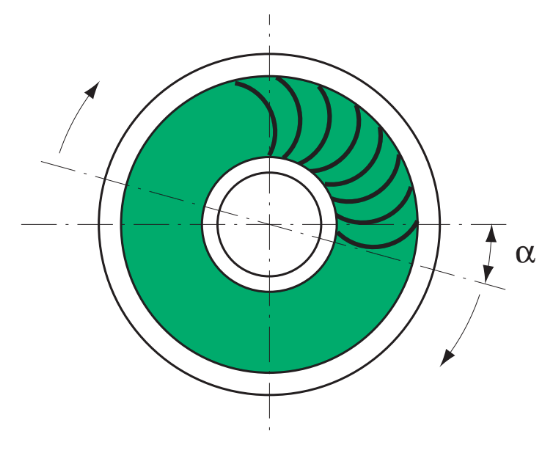
Let’s look at the component from one side to see the concept of torsional stiffness. Here, we are talking about the resistance that the component offers to deform when we apply an angular displacement ⍺ in a plane perpendicular to its axis.
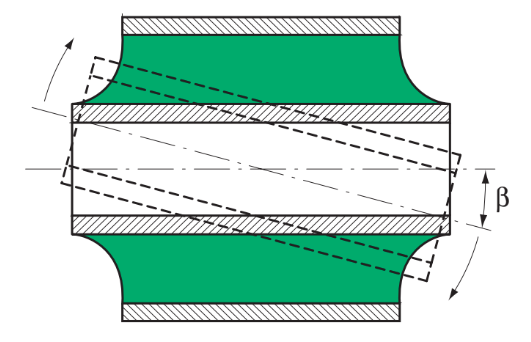
And finally, we will talk about conical stiffness. Here, it will be the resistance that the component offers to deform when we apply an angular displacement β in a plane parallel to its axis
And what is all this for? Well, they are the parameters that will be used to define the typology and geometry of the parts of a silentblock.
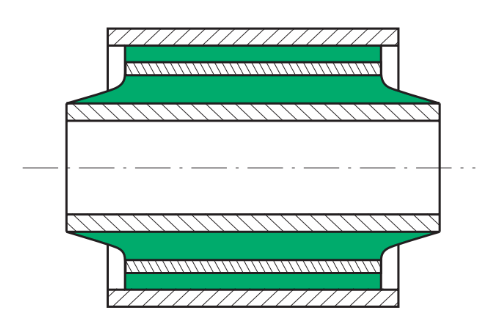
For example, what happens when we want to have high radial stiffness while maintaining torsional stiffness? We add an intermediate ring:
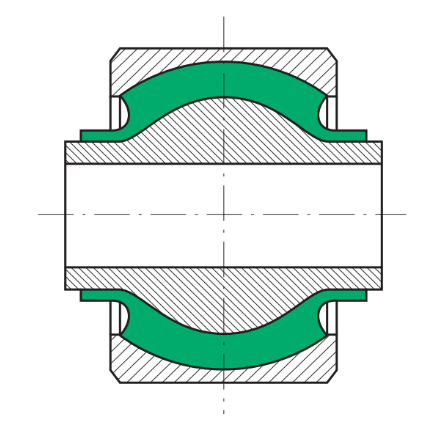
And what happens when we want to have a high radial stiffness and a low conical stiffness, admitting a certain degree of articulation? Using a spherical bushing.
There are a multitude of cases and different solutions. Moreover, there is no single solution to a single problem.
The geometry of a silentblock is also defined by its boundary conditions, i.e., the available length, the connecting screw size and, sometimes, the required contact surface.
The core of the silentblock
Every silentblock has a metal core. It may be called bushing, innercore, inner bushing, all to refer to the same component.
Geometrically they are defined both by the required stiffness characteristics and by the boundary conditions. The simplest possible geometry is a straight tube, which can be obtained by cold forging, tube cutting, or machining.

A machining process can be useful for prototypes, whereas a tube cutting process could be appropriate in low and medium series for low-demanding products.
Cold forging technology is the best choice for medium and large series, thanks to its high repeatability and production speed, which results in a combination of performance, quality and cost that cannot be matched by other technologies.
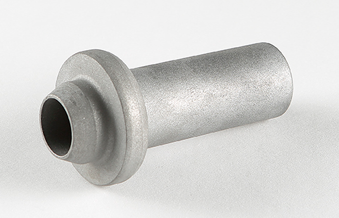
In addition to the straight bushing, there are several more elaborate types, which must inevitably be manufactured by cold forging when we are talking about medium and large series. We can find bushings with one or more flanges, cone ends or with knurls to lock the angular position of the elements to be fixed.

Since there is no single solution to the same problem, it is the job of an engineering team and a purchasing manager to find the best possible solution in terms of performance, quality, cost and service.
How can a silentblock bushing supplier help in the product design phase? By optimizing both geometry and materials to achieve an optimum balance.
The supplier’s expertise in the manufacture of any type of geometry will help in the correct definition of the product. In many cases, making modifications that are not relevant to functionality helps to economically rationalize a product and to launch it with less risk.
On the other hand, when a designer thinks about what materials to use for the core of that silent-block, the first thing to know is what stress that component will withstand.
To calculate this stress, you must know the forces to which the silentblock will be subjected. In this case, the most relevant is the tightening force applied by the connecting bolt between the silentblock and the component to which it is attached.
If the core is plastically deformed, the silent-block will not be properly tied between the elements, and the connecting bolt may loosen and compromise the integrity of the system. Knowing the force to be withstood and the geometry of the bushing, one can know the maximum stress the material must withstand.
Given this limit, an engineer would typically visit a material standard and select one whose yield strength exceeds the maximum stress to which the material will be subjected.
While this may appear to be the most appropriate approach, when we are talking about components whose geometry has been achieved by plastic deformation, it becomes a methodology that technically ensures performance but is not cost-optimized. And when this happens, that product does not reach the market.
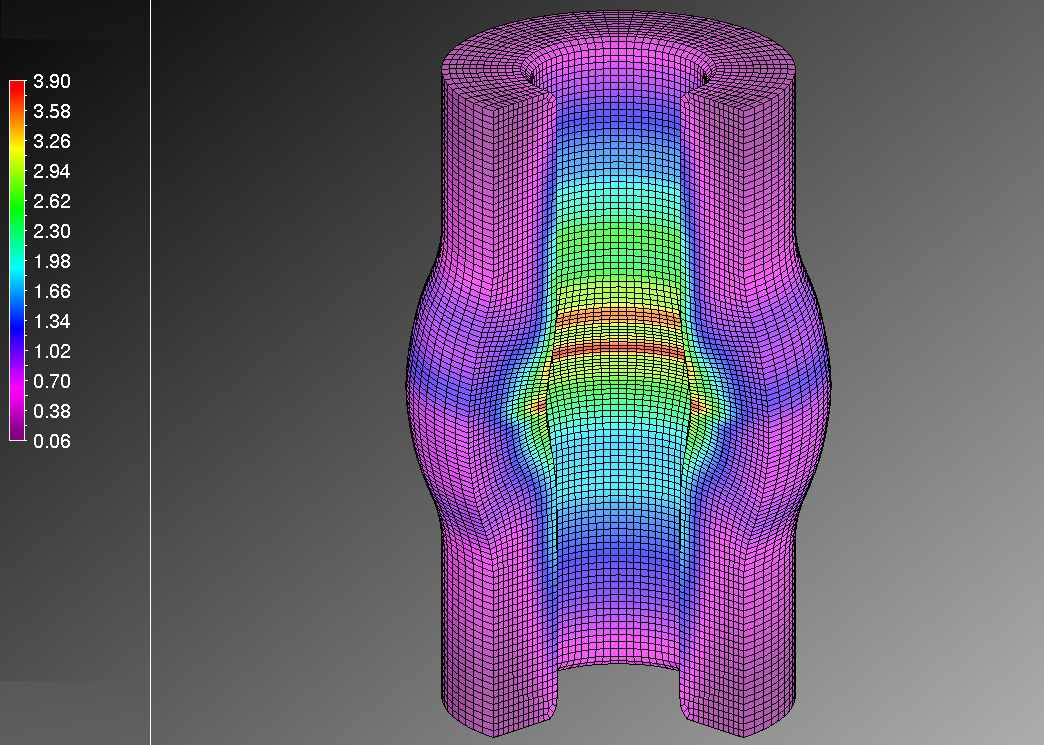
Fortunately, there are good news. There is a phenomenon called work hardening.
This strengthening occurs because of dislocation movements and dislocation generation within the crystal structure of the material. As long as the material saturates with new dislocations, there is an increasing resistance to the formation of new dislocations.
The greater the plastic deformation of the material, the greater the strength. It is not uncommon to be able to double the strength of the base material. This leads to being able to obtain resistances of high alloyed and expensive materials just using low alloyed, inexpensive steels. This is something that can be studied using specific simulation tools.
Therefore, one way to optimize the cost of the assembly is to seek the optimum ratio between the amount of rubber and steel to be used, being able to obtain the desired mechanical properties by using less steel and using inexpensive alloys.
Having the support of a supplier who masters all these keys, instead of only looking for the best pure cost based on a closed definition, is essential for achieving success in the long term.
Manufacturing bushings by cold forging
By cold forging, the final geometry of a bushing is obtained “almost” only by plastic deformation of a piece of wire calibrated in diameter and cut to a certain length.
When we say “almost”, it is because there is one exception: the metal slug.
When starting from a solid wire, there is no possibility of obtaining a through-hole geometry just by plastic deformation.
Instead, the material is processed until the final geometry is obtained and, by a cutting station, a metal slug is removed. This metal slug’s diameter equals the bushing inner diameter and its thickness is in many cases equivalent to the wall thickness of the bushing.
Regarding the possible geometries, it is possible to add a knurling on the front faces:


Geometries with one or two flanges:


Or, for example, with a spherical central part:

Other geometries such as cone-shaped ends or other special geometries can also be made.

Key benefits of cold heading:
- Minimal waste. A very low % of the material is wasted.
- High production capacity and easy scalability. With speeds up to 120 parts per minute, a single former can supply large volumes of components.
- High dimensional accuracy and repeatability, particularly in diameters and tooling dependent geometries.
- Improved mechanical properties, allowing the use of low alloyed materials.
- Low energy consumption, resulting in a reduced CO2 footprint.
For sectors such as the automotive industry, where the production of millions of units per year with minimum tolerances is required, this technology is particularly suitable.
Your key player
When looking for a silent-block bushing supplier, it is important to have a key partner.
That key partner might be:
- Someone who advises you in the design and product definition phase to find the optimal solution to your challenge.
- Someone who has manufacturing lines dedicated to this type of product, offering a competitive solution in quality, cost and lead-time.
- Someone who has engineering resources with the ability to develop a robust production process reducing the risks of launching new projects.
- Someone who can manufacture in both Europe and North America with equivalent production resources to reduce risks.
- Someone who has a long-term orientation in customer and supplier relationships.
- Someone who has investment capacity and the backing of a group such as the Mondragon Group.
- Someone, in short, like Ecenarro.
Conclusion
A well-designed component with a well-chosen supply chain reduces costs, minimizes risks, avoids hassles, saves time and reduces anxiety for those responsible of these decisions.
At Ecenarro we are available to help you from an early conception stage, providing our expertise, quality and efficiency.
If you want to see who we are and what we do, we invite you to see our Web, LinkedIn or Newsletter.